Почему защита инертным газом на химических предприятиях стала непреложной
Среды химической обработки по своей природе нестабильны. Присутствие легковоспламеняющихся растворителей, реактивных промежуточных продуктов и горючей пыли означает, что даже мгновенное проникновение кислорода в герметичный сосуд, трубопровод или резервуар для хранения может вызвать катастрофические последствия. Традиционные методы пожаротушения и предотвращения взрывов — средства управления вентиляцией, системы заземления, искробезопасное оборудование — устраняют источники возгорания, но не устраняют сам окислитель.
Покрытие инертным газом решает проблему в корне. Замещая кислород инертной средой — обычно азотом — ниже порога, необходимого для поддержания горения (обычно ниже 8% O₂ по объему для большинства углеводородных сред), предприятия могут сделать взрывоопасную атмосферу химически инертной независимо от риска возгорания. Этот подход все чаще кодифицируется в международных стандартах, таких как ATEX, IECEx и NFPA 69, которые теперь прямо признают непрерывное инертирование основным методом предотвращения взрыва, а не дополнительной мерой.
Переход от периодических поставок азотных баллонов к непрерывному производству на месте знаменует собой структурный сдвиг в подходе химических предприятий к этой проблеме — и генераторы азота PSA находятся в центре этого перехода.


Как технология PSA обеспечивает непрерывную подачу азота высокой чистоты по требованию
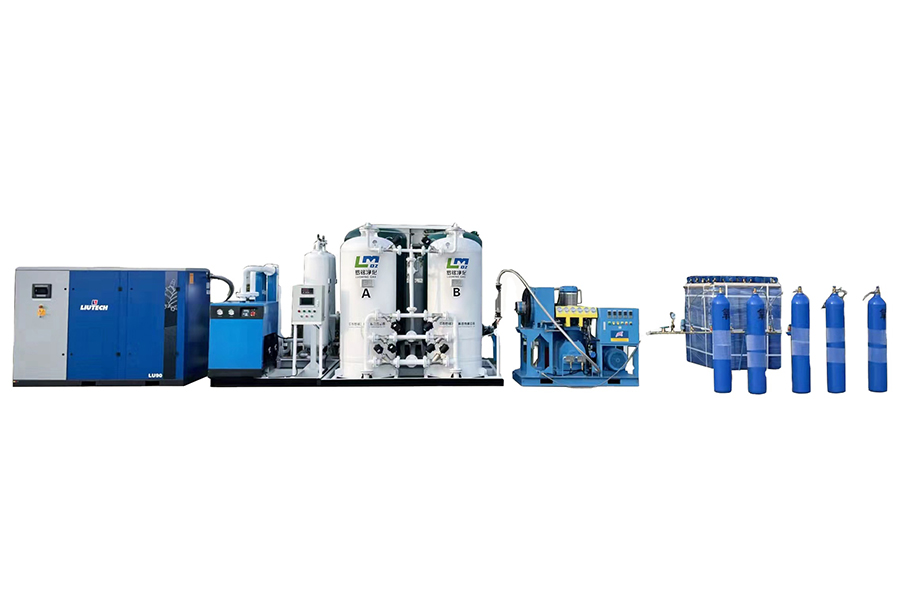
Адсорбция при переменном давлении (PSA) — это процесс разделения газов, в котором используется дифференциальное адсорбционное сродство материалов — чаще всего углеродных молекулярных сит (CMS) — к молекулам кислорода и азота в условиях различного давления. В типичной системе PSA с двумя башнями:
- Сжатый воздух поступает в башню А под повышенным давлением; кислород, углекислый газ и водяной пар избирательно адсорбируются слоем CMS.
- Азот высокой чистоты проходит через него и собирается в буферном резервуаре для доставки в процесс.
- Пока башня А производит продукцию, башня Б подвергается регенерации при давлении, близком к атмосферному, высвобождая адсорбированные газы и восстанавливая адсорбционную способность.
- Башни работают непрерывно — обычно каждые 60–120 секунд, обеспечивая непрерывный поток азота.
Современные системы КЦА, предназначенные для химических взрывобезопасных зон, разработаны для обеспечения чистоты азота от от 99,0% до 99,999% , с масштабируемой скоростью потока от нескольких Нм³/ч для небольших реакторов до тысяч Нм³/ч для систем продувки и защиты в масштабах нефтеперерабатывающего завода. Важно отметить, что уровень чистоты регулируется в режиме реального времени, что позволяет операторам снизить его до 99,5% для общих задач очистки или увеличить до 99,99% для защиты катализатора, чувствительного к кислороду, без остановки производства.
| Сценарий применения | Требуемая чистота N₂ | Типичный диапазон расхода |
| Покрытие резервуара для хранения | 99,0% – 99,5% | 10 – 500 Нм³/ч |
| Инертизация и продувка реактора | 99,5% – 99,9% | 50 – 2000 Нм³/ч |
| Защита катализатора | 99,99% – 99,999% | 5 – 200 Нм³/ч |
| Продувка и ввод в эксплуатацию трубопровода | 99,0% – 99,5% | 100 – 5000 Нм³/ч |
Таблица 1. Типичные требования к чистоте и расходу азота PSA в зависимости от сценария применения в химических взрывобезопасных зонах.


Практика применения: размещение генераторов азота PSA в классифицированных зонах 1 и 2.
Интеграция Генератор азота PSA В опасную зону, классифицированную как зона 1 или зона 2 ATEX (или класс I NEC, раздел 1/2 в североамериканских стандартах), требуется нечто большее, чем просто выбор технически подходящей машины. Развертывание должно одновременно удовлетворять как требованиям технологического процесса, так и ограничениям классификации зон.
Стратегия размещения оборудования
В большинстве установок сам генератор PSA расположен вне опасной зоны - в безопасной зоне или внутри герметичной оболочки - в классифицированную зону входит только трубопровод подачи азота. Такое расположение устраняет необходимость сертификации всей генераторной установки на взрывозащищенность, что снижает капитальные затраты и упрощает доступ для обслуживания. Там, где ограничения на месте делают удаленное размещение непрактичным, для защиты электрических компонентов, таких как панели управления, электромагнитные клапаны и датчики, используются взрывобезопасные корпуса (Ex d, Ex p или Ex e, в зависимости от категории компонентов).
Непрерывный мониторинг кислорода в качестве защитной блокировки
Генератор азота PSA, работающий в химической взрывобезопасной зоне или рядом с ней, должен быть интегрирован с анализатором кислорода в режиме реального времени — как на выходе генератора, так и в критических точках подачи в рамках процесса. Если чистота на выходе падает ниже заданного значения (например, из-за ухудшения качества CMS, неисправности компрессора или аномального скачка нагрузки) автоматический отводной клапан перенаправляет некондиционный азот в выпуск, а не позволяет ему попасть в защищенную зону. Эта блокировка чистоты кислорода является обязательной функцией в любой архитектуре системы безопасности (SIS), соответствующей стандарту IEC 61511.
Управление потоком в зависимости от спроса
Химические процессы редко бывают стационарными. Реакторы периодического действия загружаются и разгружаются; резервуары для хранения дышат при изменении температуры и уровня продукта; Последовательности продувки потребляют большие объемы короткими порциями. Системы PSA, разработанные для таких сред, включают частотно-регулируемые приводы (ЧРП) на воздушном компрессоре в сочетании с размером буферного резервуара, рассчитанным на поглощение пиковой нагрузки без отклонений в чистоте. Результатом является система, которая динамически реагирует на требования процесса, сохраняя при этом Азотная подушка с постоянным положительным давлением — фундаментальное требование по предотвращению проникновения воздуха во время разгерметизации.


Эксплуатационная экономика: почему выработка ВАБ на месте переопределяет стоимость безопасности
Исторически сложилось так, что химические предприятия получали азот из поставок сыпучих жидкостей или коллекторов баллонов высокого давления — модель, которая приводит как к риску в цепочке поставок, так и к значительным затратам в течение жизненного цикла. Предприятие, постоянно потребляющее 500 Нм3/ч азота, в течение пятилетнего периода будет тратить существенно больше средств на поставку газа, чем на капитальные и эксплуатационные затраты эквивалентной системы PSA. Независимый анализ жизненного цикла неизменно показывает сроки окупаемости 18–36 месяцев для средних и крупных химических заводов, переходящих с поставляемого азота на производство PSA на месте, с последующей экономией 40–70% затрат на азот.
Помимо прямых затрат, производство на месте устраняет риски безопасности и логистики, связанные с хранением жидкого азота в больших объемах, включая опасность криогенного ожога, случаи сброса давления и зависимости от графика поставок, которые могут привести к остановке производства. Для применений во взрывобезопасных зонах, где доступность азота является критической с точки зрения безопасности, а не необязательным технологическим фактором, такая устойчивость поставок, возможно, более ценна, чем просто экономия средств.
Современные установки PSA также обладают возможностями удаленного мониторинга — передачи данных о чистоте, расходе, давлении и состоянии оборудования в системы DCS или SCADA предприятия — что позволяет проводить профилактическое обслуживание и сокращать время незапланированных простоев. Срок службы CMS, обычно 5–10 лет при надлежащих условиях эксплуатации их можно расширить за счет фильтрации приточного воздуха и контроля влажности, что делает генераторы азота PSA одними из самых не требующих обслуживания установок в портфеле активов химического завода.


Устанавливаем новый стандарт: как выглядит лучшая в своем классе защита от азота PSA
Сближение более жестких нормативных стандартов, растущие требования к страхованию взрывозащищенных химических объектов и продемонстрированная надежность современной технологии PSA фактически создали новую основу для защиты инертными газами. Предприятия, которые по-прежнему полагаются на периодические продувки азотом, ручную замену баллонов или системы покрытия недостаточного размера, все больше не соответствуют — не только внешним стандартам, но и внутренним системам толерантности к рискам страховщиков и корпоративных функций EHS.
Что отличает лучшую в своем классе систему азотной защиты PSA для химических взрывобезопасных зон на сегодняшний день, так это:
- Непрерывная, бесперебойная подача азота с нулевой зависимостью от внешней логистики
- Автоматическая проверка чистоты и перенаправление взаимосвязан с СИС
- Электрические компоненты, соответствующие требованиям ATEX/IECEx для всего оборудования в классифицированных зонах
- Управление потоками в зависимости от спроса для работы в условиях периодического и переходного процесса
- Полная интеграция с РСУ/SCADA предприятия. для удаленного мониторинга, сигнализации и журналов аудита
- Документированное соответствие с NFPA 69, EN 1825 или применимыми региональными стандартами взрывобезопасности.
Поскольку химические предприятия сталкиваются с растущим давлением, требующим продемонстрировать упреждающее управление риском взрыва — со стороны регулирующих органов, страховщиков и все чаще со стороны последующих клиентов, проводящих аудит цепочки поставок, — генераторы азота PSA превратились из инструмента оптимизации затрат в ключевой элемент инфраструктуры безопасности процесса. Эталон изменился: непрерывная защита инертным газом на объекте больше не является приоритетным вариантом. Это ожидаемый стандарт.



 英语
英语 俄语
俄语 法语
法语 西班牙语
西班牙语 阿拉伯语
阿拉伯语